Kỹ thuật cắt kim loại bằng khí ga và oxy gas và plasma, phương pháp cắt kim loại bằng oxy gas
Kỹ thuật cắt sắt kẽm kim loại bằng ngọn lửa khí là gì?
Cắt sắt kẽm kim loại bằng ngọn lửa khí là sử dụng nhiệt lượng của ngọn lửa khí cháy axetylen hoặc những khí cháy khác với oxy để nung lạnh chỗ giảm đến nhiệt độ cháy. Khi đã chiếm lĩnh đến ánh sáng cháy, cho mẫu oxy nghệ thuật tinh khiết vào để nó trực tiếp oxy hóa kim loại tạo thành oxit, sau đó lớp oxit kim loại bị thổi đi để sản xuất thành rãnh cắt. Cắt kim loại bằng oxy được ứng dụng rộng rãi trong những ngành công nghiệp đóng góp tàu, chế tạo toa xe, luyện kim, xây dựng... để cắt tấm thép, thép tròn và những dạng phôi khác.
Bạn đang xem: Cắt kim loại bằng khí ga và oxy

Cắt bằng ngọn lửa khí bao gồm các đặc điểm sau:
- Thiết bị đối chọi giản, dễ dàng sử dụng.
- rất có thể cắt được kim loại có chiều dày lớn.
- Năng suất giảm cao.
- Vùng tác động nhiệt lớn do vậy sau khi cắt, vật giảm dễ bị cong vênh, phát triển thành dạng, đặc biệt là khi cắt các tấm dài.
Cắt bởi ngọn lửa khí có hai phương pháp: cắt bởi oxy với cắt bởi oxy sử dụng trợ dung (cắt bởi oxy thuốc).
Cắt bằng oxy (cắt bằng khí cháy với oxy)
1.Điều kiện cắt được của kim loại bằng oxy
Những kim loại và hợp kim cắt được bởi oxy phải thỏa mãn các yêu cầu sau:
- ánh sáng nóng rã của sắt kẽm kim loại với oxy yêu cầu thấp hơn nhiệt độ nóng tan của kim loại đó.
Những sắt kẽm kim loại và kim loại tổng hợp không vừa lòng yêu ước này thì không cắt được bằng oxy. Các vật liệu vừa lòng yêu ước gồm những thép cacbon với hàm vị cacbon nhỏ tuổi hơn 0,7%. Bởi thép với hàm vị cacbon nhỏ dại hơn 0,7% có ánh nắng mặt trời cháy 1300ºC, còn ánh nắng mặt trời chảy 1500ºC. Khi các chất cacbon tăng thì việc cắt bởi oxy cực nhọc khăn. Vào trường hòa hợp này muốn cắt được đề xuất nung nóng trước.
Ví dụ: Để cắt thép cacbon tất cả hàm lượng C = (1,1 ÷ 1,2)% bằng oxy, trước khi cắt bắt buộc nung lạnh đến ánh sáng (300 ÷ 600) độ C.
- nhiệt độ chảy của oxit kim loại tạo thành khi giảm phải nhỏ tuổi hơn nhiệt độ nóng rã của sắt kẽm kim loại đó. Nếu điều kiện này không thỏa mãn thì lớp oxit trên mặt phẳng tại thành không nóng chảy và không biến thành thổi đi, làm chống cản việc oxy hóa lớp kim loại phía dưới.
Ví dụ: Khi giảm thép crôm bởi tạo thành lớp oxit crôm (Cr2O3) có ánh nắng mặt trời chảy cao (2050 độ C), cần thép này sẽ không cắt được bởi oxy.
- nhiệt độ lượng hiện ra trong phản bội ứng cháy của kim loại với oxy yêu cầu đủ để bảo trì quá trình giảm liên tục. Khi giảm thép, sát 70% nhiệt lượng sinh ra là vì phản ứng cháy của kim loại với oxy cung cấp, chỉ gồm 30% nhiệt độ lượng là vì ngọn lửa nung nóng.
- Xỉ tạo nên thành khi cắt yêu cầu chảy lỏng cao để dễ thổi ngoài rãnh cắt.
- Độ dẫn nhiệt độ của kim loại và kim loại tổng hợp không được vượt cao. Ví như độ dẫn nhiệt khá cao thì nhiệt lượng bị truyền ra xung quanh, làm nhiệt độ tại nơi cắt cảm thấy không được hoặc làm gián đoạn quá trình cắt.
- kim loại và đúng theo kim dùng để cắt cần được hạn chế lượng chất của một trong những nguyên tố làm cản trở đến quá trình cắt: cacbon, crôm, silic...
2. Ảnh hưởng trọn của thành phần hóa học của thép đến quy trình cắt bởi oxy
Phụ thuộc vào các chất cacbon và các nguyên tố gồm trong thép mà chịu đựng cắt bởi oxy nút độ không giống nhau.
a) CacbonCacbon có tác động rất phệ đến tài năng chịu cắt bởi oxy của thép và unique của đường cắt. Thép có khả năng cắt tốt khi lượng chất cacbon vào thép nhỏ tuổi hơn 0,3%. Khi các chất cacbon tăng lên tới 0,7% thì tính chịu giảm của thép giảm, mặt khác mép giảm dễ bị tôi cứng, do thế gây trở ngại cho gia công cơ. Khi hàm lượng cacbon vào thép to hơn 1,2% thì thép không giảm được bằng oxy.
b)SilicSilic phần nhiều không tác động đến tính chịu cắt của thép lúc sắt thép có các chất cacbon nhỏ dại hơn 0,3% và lượng chất silic bé dại hơn 4%, thì quy trình cắt khó khăn do tạo thành thành Si
O2 khó rét chảy.
Mangan không ảnh hưởng đến quá trình cắt. Thép chỉ giảm được bằng oxy khi hàm lượng crôm nhỏ dại hơn 1%. Nếu hàm vị crôm bằng (1,5 ÷ 5)% thì mong mỏi cắt được bằng oxy bắt buộc nung rét sơ bộ trước lúc cắt, tuy nhiên sau khi cắt, mép cắt hoàn toàn có thể bị lẫn xỉ. Nếu hàm vị crôm thừa quá giới hạn này thì đề nghị cắt bởi oxy thuốc.
d) NikenVới các chất niken trong thép dưới 4% và hàm lượng cacbon dưới 0,5% thì quá trình cắt dễ dàng. Nếu lượng chất cacbon to hơn sẽ gây trở ngại cho quy trình cắt.
e) Photpho, lưu lại huỳnhVới hàm lượng thường thì mà thép đã dụng cụ thì photpho cùng lưu huỳnh phần lớn không tác động đến quá trình cắt.
3. Chế độ cắt bằng oxy
Chế độ cắt bởi oxy bao gồm các thông số chủ yếu ớt sau:
a) năng suất ngọn lửaCông suất ngọn lửa được đặc thù bằng lượng tiêu hao khí cháy vào một giờ. Năng suất ngọn lửa phụ thuộc vào vào chiều dày sắt kẽm kim loại cắt và tính chất lý sức nóng của kim loại cắt.
b) Áp suất của oxy cắtChọn áp suất của oxy cắt địa thế căn cứ vào:
- Độ thuần khiết của oxy
Ôxy càng tinh khiết thì lượng tiêu tốn oxy giảm càng giảm.
- Chiều dày sắt kẽm kim loại cắt
Vật giảm càng dày thì áp suất oxy giảm càng lớn. Áp suất oxy cắt nhờ vào vào chiều dày sắt kẽm kim loại cắt như vào bảng

Khoảng cách từ đầu nhân ngọn lửa đến mặt phẳng vật giảm có ảnh hưởng đến quality và năng suất quá trình của quá trình cắt, vì thế khi cắt phải khẳng định đúng khoảng cách này. Khoảng cách thích hợp độc nhất vô nhị từ mỏ cắt đến bề mặt vật cắt là (1,5 ÷ 2,5)mm.
- giảm thép có chiều dày nhỏ dại hơn 100mm thì khoảng cách từ mỏ giảm đến bề mặt vật cắt hoàn toàn có thể lấy bằng:
h = L + 2 (mm)
L: Chiều dài ngọn lửa, mm
- khi cắt bằng ngọn lửa khí oxy - axetylen thì khoảng cách từ đầu mỏ cắt đến bề mặt vật cắt như vào bảng:

Độ định hình và chất lượng của quy trình cắt phụ thuộc vào vận tốc cắt. Lúc cắt vận tốc cắt phải cân xứng với tốc độ cháy của kim loại.
Tốc độ cắt phụ thuộc vào các yếu tố:
- Chiều dày và đặc điểm vật lý của thứ cắt.
- phương thức cắt (bằng tay hay bởi máy) và hình dạng đường cắt.
Nếu vận tốc cắt nhỏ dại thì mép cắt dễ bị cháy, hỏng. Nếu tốc độ cắt phệ thì có chỗ cắt không trả toàn.
Xem thêm: Gọi tên các loài động vật bằng tiếng anh về các con vật, 111 tên tiếng anh các con vật có phiên âm
Cắt bởi thủ công, vận tốc cắt hoàn toàn có thể xác định bởi công thức sau:

Chiều dày vật giảm càng khủng thì mép càng nhám với chiều rộng lớn vết giảm càng lớn.
Dấu hiệu để khẳng định tốc độ cắt hợp lý là nhờ vào sự thoát ra của chùm tia lửa trường đoản cú mặt bên dưới của tấm giảm như hình:

- Nếu vận tốc cắt nhỏ tuổi thì chùm tia lửa bay ra theo phía cùng hướng cắt.
- Nếu tốc độ cắt phệ thì chùm tia lửa thoát ra theo hướng ngược với hướng cắt
- tốc độ cắt là buổi tối ưu khi loại tia lửa bay ra ngay gần như tuy vậy song với loại oxy cắt
4. Nghệ thuật cắt
a) sẵn sàng vật cắtViệc chuẩn bị vật cắt trước khi cắt có tác động đáng nói đến chất lượng mặt phẳng cắt và năng suất của quá trình cắt.
Chuẩn bị vật giảm gồm những công việc:
- có tác dụng sạch mặt phẳng vật cắt: làm cho sạch gỉ, dầu mỡ, sơn,...
- lấy dấu
Đối với thép định hình, trước lúc cắt bắt buộc phân nhiều loại theo profin.
- Đặt vật cắt lên giá chỉ đỡ
Vật cắt bỏ lên giá đỡ phải đảm bảo khoảng biện pháp từ mặt dưới của sắt kẽm kim loại cắt mang lại nền (100 ÷ 200)mm để bài toán thổi xỉ và sắt kẽm kim loại lỏng thoát ra khỏi rãnh giảm dễ dàng.
b) thực hiện cắtHướng ngọn lửa vào chỗ giảm để đốt nóng kim loại đến ánh nắng mặt trời cháy, tiếp đến mở van oxy cắt.
- giảm thép tấm dày
Khi cắt thép tấm dày, tốt nhất cắt từ mép tấm vì chưng cắt tự mép thì việc nung nóng kim loại ở trong phần đó đến nhiệt độ cắt giỏi hơn và quá trình cắt diễn ra dễ dãi hơn.
Trường hợp đề xuất cắt thủng những phần sinh sống trong tấm hoặc cắt từ nửa tấm ra thì trước khi cắt phải tạo ra lỗ nhỏ ban đầu. Khi ban đầu cắt đặt đầu mỏ giảm vuông góc với mặt phẳng vật cắt tại lỗ đó để nung nóng kim loại đến ánh nắng mặt trời cắt, tiếp nối tùy trực thuộc vào chiều dày vật cắt mà nghiêng đầu mỏ giảm với góc nhìn thích hợp.
Khi giảm theo mặt đường thẳng, để quy trình cắt được thuận lợi thường dùng dưỡng để theo đường cắt và giảm theo chăm sóc đó.
Chú ý:
Khi cắt thép gồm chiều dày to hơn 300mm thì khoảng cách từ đầu mỏ giảm đến mặt phẳng vật giảm phải lớn hơn so với cắt thông thường và vào trường phù hợp này nên dùng ngọn lửa cacbon hóa để có ngọn lửa nhiều năm hơn.
- cắt thép tấm mỏng
Khi cắt thép tấm mỏng mảnh thường xảy ra hiện tượng: kim loại hay bị cháy và thành phầm dễ bị cong vênh. Do vậy khi giảm cần thực hiện ngọn lửa cùng với công suất nhỏ tuổi và vận tốc cắt lớn.
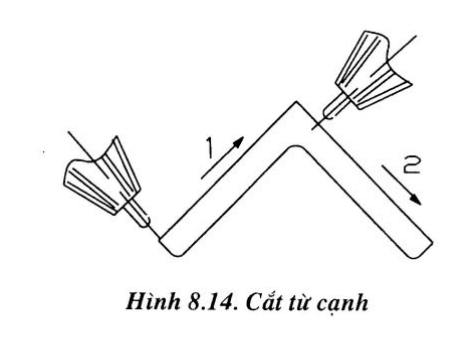
- cắt thép góc
Cắt thép góc rất có thể cắt theo nhì cách
+ cắt từ cạnh của nhánh
Khi giảm đầu mỏ giảm đặt vuông góc cùng với đầu mép của nhánh sau đó di chuyển mỏ cắt đến đỉnh của góc rồi luân phiên đầu mỏ cắt để cắt nhánh sản phẩm công nghệ hai
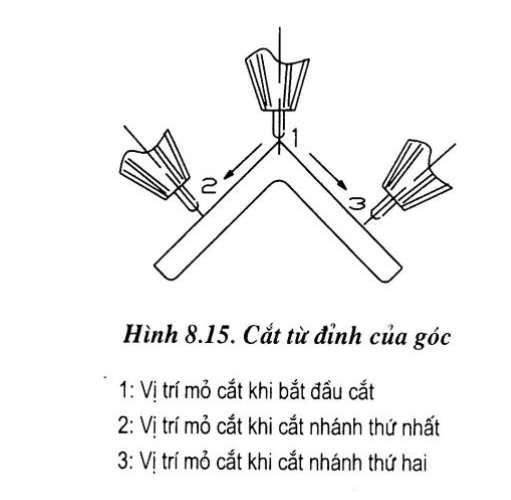
+ cắt từ đỉnh của góc
Cắt tự đỉnh của góc được kéo dãn dài theo trình từ bỏ như hình
Cắt bởi oxy thuốc
Nhiều kim loại và hợp kim không giảm được bằng oxy hay như: gang, thép ko gỉ, sắt kẽm kim loại và kim loại tổng hợp màu bởi những sắt kẽm kim loại và hợp kim này lúc bị oxy hóa tạo nên lớp oxit: Si
O2, Cr
O3, Al2O3 có ánh nắng mặt trời nóng rã cao. Lớp oxit này làm cho quá trình oxy hóa lớp kim loại bên dưới không liên tiếp được. Khía cạnh khác, vày tính dẫn nhiệt của những kim một số loại và kim loại tổng hợp màu lớn, làm ánh nắng mặt trời tại vị trí cắt không đủ hoặc làm cách trở quá trình cắt.
Để giảm được những kim các loại và hợp kim này, bên cạnh oxy cắt còn bắt buộc dùng thuốc cắt.
Thuốc giảm là gì?
Thuốc cắt có tác dụng:
- tách đi lớp oxit khó nóng chảy
- có tác dụng tăng nhiệt độ của vùng làm phản ứng và tạo thành xỉ lỏng để dễ thổi khỏi rãnh cắt
Thuốc cắt thường thực hiện là: Oxit Silic (Si
O2), bột nhôm (bột nhôm - magie) và bột sắt.
Oxit Silic tất cả tác dụng tách bóc đi lớp oxit cạnh tranh nóng chảy tạo cho việc oxy hóa lớp kim loại phía dưới được dễ dàng. Mặc dù oxit silic lại vô ích cho sức khỏe nên ít được sử dụng.
b) Bột nhômBột nhôm lúc cháy trong cái oxy cho nhiệt lượng rất to lớn (lớn hơn 3 lần đối với bột sắt), nhưng bột nhôm dễ cháy buộc phải ít được sử dụng.
c) Bột sắtBột sắt được sử dụng rộng rãi để cắt gang, đồng. Khi cắt gang, ko kể bột sắt bạn ta còn nêm thêm photpho cùng silic để tăng tính tan loãng của xỉ.
Khi cắt, thuốc giảm được đẩy vào chỗ giảm (vùng phản bội ứng) theo những cách sau:
- xịt kép
Thuốc cắt được đẩy qua bộ phận phun vào mỏ cắt và từ bỏ mỏ cắt được loại oxy cắt đẩy vào vùng phản ứng.
- Đẩy thuốc bằng dòng oxy áp suất cao
Thuốc được đẩy trực tiếp bởi dòng oxy vào mỏ giảm và qua lỗ của pép vào vùng bội nghịch ứng.
Khi cắt bởi oxy thuốc, điều kiện quan trọng là thuốc nên tự cháy trên mặt phẳng cắt của kim loại đã được nung nóng. Bởi vậy, khoảng cách từ đầu mỏ cắt đến bề mặt vật cắt phải tương đối lớn. Khoảng cách này phụ thuộc vào vào chiều dày vật cắt và phương thức đẩy thuốc. Ví dụ giảm thép ko gỉ chiều dày nhỏ dại hơn 100mm thì khoảng cách này là (15 ÷ 40)mm.
Khi cắt bởi oxy thuốc, ngọn lửa không chỉ có nung lạnh vật giảm mà còn bắt buộc nung lạnh cả thuốc cắt nên năng suất ngọn lửa khi cắt đề xuất lớn (15 ÷ 20)% đối với cắt bằng oxy thường. Còn mặt khác cắt bởi oxy thuốc, xỉ sinh ra nhiều nên tiêu hao oxy bự và pép cắt cần dùng lớn hơn một số đối với cắt bằng oxy thường.
Cắt oxy gas (oxy-fuel cutting) hay có cách gọi khác là cắt gió đá là quy trình cắt kim loại bằng khí nén bằng cách đốt cháy vật tư cần giảm tạo thành dòng những oxit (Fe
O, Fe2O3, Fe3O4) làm cho nóng chảy các oxit đó và thổi chúng thoát ra khỏi mép cắt tạo thành rãnh cắt.
Các bộ phận cơ bạn dạng của cỗ cắt gas oxy
Bộ bình gió đá oxy – acetylenBình gas thông dụng
Dây đôi gió đá 2 màu xanh da trời đỏ (Dây xanh dẫn khí, dây đỏ dẫn gas)Đồng hồ đo khí kèm áp suất cần sử dụng (2 đồng hồ)Đồng hồ đo khí gas cùng áp suất cần sử dụng (2 đồng hồ)1 đèn cắt oxy gas (tay cắt, mỏ cắt oxy gas) hay sử dụng thương hiệu Yamator – Nhật Bản1 bép cắt oxy gas hay sử dụng thương hiệu Koike – Nhật Bản
Van chống cháy ngược sử dụng cho oxy
Van phòng cháy ngược mang lại bình gas

Ưu điểm của giảm oxy gas
Thiết bị 1-1 giản, dễ vận hànhChi phí chi tiêu rẻ
Đường giảm thẳng giả dụ thợ bao gồm tay nghề
Vết cắt mịn
Cắt được sắt kẽm kim loại có độ dày lên đến mức 150mm
Nhược điểm của cách thức cắt oxy gas
Vật liệu tiêu hao nhiềuTốc độ giảm chậm, đường cắt nhờ vào nhiều vào tay nghề
Chỉ giảm được sắt kẽm kim loại khi thỏa mãn điều khiếu nại cắt
Điều kiện để cắt kim loại bằng oxy gas
Nhiệt độ chảy của kim loại phải tốt hơn ánh nắng mặt trời nóng tung của sắt kẽm kim loại đóOxit kim loại nóng rã phải có độ lạnh chảy loãng tốt
Độ dẫn nhiệt của kim loại không thực sự cao
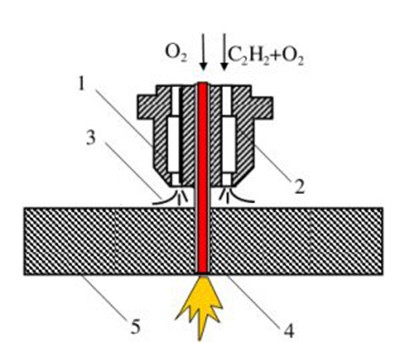
Nguyên lý làm việc của giảm oxy gas
Khi bắt đầu cắt, kim loại ở mép giảm được nung rét đến nhiệt độ cháy nhờ vào nhiệt của ngọn lửa nung, tiếp theo sau thợ cho dòng khí oxy thổi qua, sắt kẽm kim loại bị lão hóa mãnh liệt bởi bị đốt cháy chế tạo ra thành oxit, sản phẩm cháy bị nung chảy đôi khi bị loại oxit thổi khỏ mép giảm . Bởi phản ứng cháy của kim loại tỏa nhiệt độ mạnh, lớp kim loại tiếp theo sau bị nung nóng nhanh và liên tiếp bị đốt cháy sinh sản thành rãnh cắt.
Giá cả:
Đèn cắt oxy gas (tay cắt oxy gas, mỏ cắt oxy gas) uy tín Yamator có giá trên thị phần khoảng 350k chữ tín Tanaka khoảng hơn 500kBình Oxy khoảng tầm 1 triệu 8/ bình ngân sách đổi khí là 70-120k
Bình gas giá bán theo thị trường nước ta khoảng 350k/bình….
Hướng dẫn giảm oxy gas(kỹ thuật giảm oxy gas)
1. Coi độ dày mỏng mảnh của vật liệu cắt
Nếu giảm tấm dày, khi ban đầu mỏ cắt đề xuất để nghiêng 5 độ, trong những lúc cắt nhằm nghiêng 25 độ
Nếu cắt tấm mỏng, mỏ cắt cần được đặt vuông góc với vật tư cắt

2. Khoảng cách từ nhân ngọn lửa đến vật tư cắt
Công thức như sau: h = L + 2mm
Áp dụng khi giảm thép tấm bao gồm Sh là khoảng cách từ đầu mỏ mang đến mặt kim loạiL: chiều dài của nhân ngọn lửa (mm)
Tốt nhất đề nghị để tự 1,5 mang lại 2,5mm. Để giữ khoảng cách này không đổi trong quá trình cắt ta hoàn toàn có thể gá thêm 1 cặp bánh xe giữa 2 bánh xe bao gồm một cơ cấu tổ chức kẹp đầu cắt bao gồm cữ để kiểm soát và điều chỉnh khoảng cách
Khoảng cách từ trên đầu cắt đến mặt phẳng chi huyết được khẳng định như sau:
| Chiều dày kim loại ( mm) | Khoảng cách từ đầu cắt đến bỏ ra tiết(mm) |
| 3-10 | 2–3 |
| 10 -25 | 3–4 |
| 25 – 50 | 3-5 |
| 50- 100 | 4-6 |
| 100-200 | 5-8 |
| 200-300 | 7-8 |
Chiều rộng rãnh cắt phụ thuộc vào phương thức cắt với chiều dày kim loại, chiều dày sắt kẽm kim loại càng khủng thì rãnh giảm càng lớn.
Công suất ngon lửa, áp lực khí oxy cắt và tốc độ cắt
Công suất ngọn lửa: là lượng khí cháy tiêu tốn trong 1 đơn vị chức năng thời gian, lúc cắt các kim loại tất cả chiều dày dưới 300mm bạn ta dùng ngọn lửa bình thường
Áp lực khí oxy cắt: nhờ vào vào chiều dày kim loại, kích cỡ lỗ thổi oxy cắt và độ thuần khiết của khí oxy. Lúc tăng áp lực đè nén oxy cắt sẽ tạo cho lượng oxy giảm bị tiêu hao nhiều hơn
Bảng áp lực đè nén khí oxy cắt tham khảo
| Chiều dày kim loại(mm) | Áp lực khí oxy cắt( atm) |
| 5-20 | 3-4 atm |
| 20-40 | 4-5 atm |
| 40 – 60 | 5-6 atm |
| 60-100 | 7-9 atm |
Tốc độ giảm (tốc độ di chuyển của đầu cắt): nên phải cân xứng với tốc độ cháy của kim loại. Độ bình ổn và unique của quá trình cắt phụ thuộc vào vận tốc cắt. Vận tốc cắt nhỏ xíu làm đến mép cắt bị cháy hỏng, còn nếu vận tốc cắt to thì ko căt đứt được cụ thể nhất là sinh sống cuối con đường cắt
Tốc độ cắt của một số mỏ cắt hay được dùng khoảng 75 – 556 mm/phút
Ứng dụng cách thức cắt oxy gas
Phương pháp oxy gas được vận dụng vào rất nhiều các loại máy giảm oxy gas khác nhau, tại chỗ này phải kể tới máy cắt laser CO2 là công nghệ mang tính ứng dụng tối đa trong các dòng máy cắt laser văn minh với điểm mạnh nổi nhảy là vận tốc nhanh độ đúng chuẩn cao, vết giảm đẹp, vận hành thuận lợi đang dần sửa chữa các phương thức cắt thường thì khác.
Lời kết: cùng với kỹ thuật giảm oxy gas mà Quang Minh Ist trình bày trên hy vọng có thể giúp đỡ phần nào những thợ mới vào nghề gồm số liệu tham khảo. Cách thức cắt oxy gas này chỉ nên dùng để cắt những vật liệu không đòi hỏi độ chính xác cao và làm cho thủ công. Nếu bạn muốn cắt độ đúng đắn cao thì rất có thể tham khảo những dòng máy giảm laser được nhập khẩu và bày bán bởi quang quẻ Minh ist
Liên hệ nhằm nhận báo giá và tư vấn kỹ hơn









